At Tencarva Machinery Company, we understand the importance of efficient solids reduction in industrial applications. That’s why we’re proud to offer the Boerger ORBITGRINDER, a high-performance macerating unit designed to enhance process reliability and protect critical equipment.
What Makes the ORBITGRINDER Stand Out?
✅ Precision Grinding – Effectively reduces solids to prevent clogs and damage. ✅ Space-Saving Design – Compact construction allows for easy integration into existing systems. ✅ Durability & Efficiency – Built with wear-resistant blades for long-term, cost-effective performance. ✅ Versatile Applications – Ideal for wastewater treatment plants, biogas facilities, and industrial processing. ✅ Low Maintenance, High Uptime – Easy access design ensures quick servicing and minimal downtime.
The Boerger ORBITGRINDER is the perfect solution for reliable maceration and solids reduction, helping industries maintain smooth and uninterrupted operations.
As an authorized representative of Boerger, Tencarva Machinery Company provides expert support and guidance to help you find the right maceration solution for your needs.
📞 Contact us today to learn more or request a quote!
Precision, Safety, and Reliability for Hazardous Environments
When it comes to chemical metering in hazardous environments, safety and reliability are non-negotiable. The Pulsatron X Explosion Proof Diaphragm Metering Pump by Pulsafeeder, Inc. is engineered to deliver precise and secure chemical dosing while meeting strict hazardous location ratings. Designed for durability, performance, and compliance, the Pulsatron X ensures consistent chemical feeding in even the most extreme conditions.
Built for Hazardous Locations
The Pulsatron X is designed to safely operate in facilities dealing with flammable gases, dust, and other hazardous materials. With Class I, Div 1 & 2, and Class II, Zone 20 certifications, this pump offers exceptional durability and explosion-proof protection.
Key Safety Features:
Explosion-Proof Construction – Designed to prevent internal explosions from spreading.
Aluminum Housing – Corrosion-resistant and built for harsh chemical environments.
Circuit Protection – Guards against voltage and current fluctuations.
Superior Metering Performance
The Pulsatron X is not only safe but also delivers precise chemical dosing, ensuring metering performance within ±2% of maximum capacity. Featuring a guided check valve system, it reduces backflow and enhances priming capabilities.
Performance Highlights:
4-20mA Input & External Pulse Input – Enables remote control of dosing rates.
Integrated Inputs – Eliminates the need for extra devices, saving system costs and space.
On-the-Fly Adjustments – Adjustable stroke rate and stroke length.
Leak-Free Bleed Valve Assembly – Simplifies priming while ensuring safety.
Panel-Mounted Indicator Lights – Provides operational status at a glance.
Versatility & Application Expertise
The Pulsatron X is engineered for a wide range of chemical applications, making it an ideal solution across industries requiring precision chemical injection. With a variety of wet-end materials available, this pump can be configured to match your specific chemical requirements.
Why Choose Pulsatron X?
Over 25 years of industry excellence.
Agency approvals: ETL, ETL Sanitation, and NSF 61 (PVDF material & PVC Degassing Head models).
Simple installation and direct substitution for competitor pumps—no re-drilling required.
Rugged, corrosion-resistant industrial construction with fin-cooled solenoid for heat dissipation.
The Pulsatron X Explosion Proof Diaphragm Metering Pump is designed for hazardous environments, making it an essential solution across industries that require precise and safe chemical dosing in explosive or corrosive conditions. Here are the key industries to target:
1. Oil & Gas
Chemical injection in upstream, midstream, and downstream applications
Metering corrosion inhibitors, demulsifiers, and scale inhibitors
Used in refineries, pipelines, and offshore drilling platforms
2. Chemical Processing
Handling highly volatile and hazardous chemicals
Metering acids, bases, and specialty chemicals
Ensuring compliance with OSHA and EPA regulations in chemical plants
In certain applications, tungsten carbide offers unique benefits in terms of mechanical properties, including fracture toughness, overall strength and elasticity.
Tungsten carbide substrate is often required on integrally geared, high-speed pumps using a clamped-in mating ring. When the mating ring is clamped between two metallic surfaces, tungsten carbide’s mechanical properties allow it to withstand the clamping. Because of its superior mechanical properties, tungsten carbide can also withstand high-speed centrifugal forces without outside diameter support.
Adding John Crane Diamond® to a Tungsten Carbide Substrate
There are many applications in which adding a seal face technology such as John Crane Diamond to a tungsten carbide substrate can improve mechanical seal performance. Common problems to look for are failure mechanisms such as heat checking, ID chipping, heavy wear and blistering. If evidence of one of these failure conditions is prevalent, adding John Crane Diamond seal face technology to the tungsten carbide substrate can help address these challenges.
Benefits of John Crane Diamond
Diamond is nature’s hardest known substance which leads to reduced face wear. Its low coefficient of friction results in less heat generation. The combination of these two characteristics provides additional protection to seal faces, helping overcome the common challenges mentioned above and extending the life of the mechanical seal.
In addition to increasing the mean time between repair (MTBR), adding John Crane Diamond material to a tungsten carbide substrate provides environmental benefits. With less heat generated, the need for cooling water and auxiliary cooling equipment is also reduced, resulting in lower energy consumption and reduced water usage. Compounding these benefits are the associated cost reductions in water consumption, wastewater processing and power usage.
Diamond® Seal Face Technology | John Crane
John Crane Diamond® helps customers overcome common sealing challenges including abrasive fluids, low lubricity and intermittent dry running along with meeting environmental goals such as reducing water and power consumption.
Complete the following form, so we can help you with the best solution for your application. We’re at your service.
In certain applications, tungsten carbide offers unique benefits in terms of mechanical properties, including fracture toughness, overall strength and elasticity.
Tungsten carbide substrate is often required on integrally geared, high-speed pumps using a clamped-in mating ring. When the mating ring is clamped between two metallic surfaces, tungsten carbide’s mechanical properties allow it to withstand the clamping. Because of its superior mechanical properties, tungsten carbide can also withstand high-speed centrifugal forces without outside diameter support.
Adding John Crane Diamond® to a Tungsten Carbide Substrate
There are many applications in which adding a seal face technology such as John Crane Diamond to a tungsten carbide substrate can improve mechanical seal performance. Common problems to look for are failure mechanisms such as heat checking, ID chipping, heavy wear and blistering. If evidence of one of these failure conditions is prevalent, adding John Crane Diamond seal face technology to the tungsten carbide substrate can help address these challenges.
Benefits of John Crane Diamond
Diamond is nature’s hardest known substance which leads to reduced face wear. Its low coefficient of friction results in less heat generation. The combination of these two characteristics provides additional protection to seal faces, helping overcome the common challenges mentioned above and extending the life of the mechanical seal.
In addition to increasing the mean time between repair (MTBR), adding John Crane Diamond material to a tungsten carbide substrate provides environmental benefits. With less heat generated, the need for cooling water and auxiliary cooling equipment is also reduced, resulting in lower energy consumption and reduced water usage. Compounding these benefits are the associated cost reductions in water consumption, wastewater processing and power usage.
PRODUCT AVAILABILITY:John Crane Diamond is available as an enhancement to many of their most widely used seal families, including: » T5600 Universal Cartridge Seal Family » T5800 Slurry Seal Family » 48VBF Boiler Feed water Seal » Other High-Performance Sealing Solutions
WHERE IT’S USED:Nearly every industry, including oil and gas, chemical, pharmaceutical, pulp and paper, water and wastewater, power generation and mining, can use John Crane Diamond to improve reliability and performance of mechanical seals, pumps and other components.
Tencarva Machinery Company offers John Crane products in Arkansas, Florida, Georgia, Indiana, Kentucky, Mississippi, North Carolina, South Carolina, Ohio, Tennessee and Virginia. As an authorized John Crane distributor, Tencarva Machinery Company will sell and service and provide all John Crane products.
About John Crane
John Crane is a global leader in rotating equipment solutions, supplying engineered technologies and services to process industries. The company designs and manufactures a variety of products, including mechanical seals and systems, couplings, filtration systems and digital diagnostics technologies. John Crane customer service is accessed through a global network of more than 200 sales and service facilities in over 50 countries. Global reported revenue for fiscal year 2021 was in excess of $1 billion USD. John Crane is part of Smiths Group, a global leader in applying advanced technologies for markets in threat and contraband detection, energy, medical devices, communications, and engineered components.
Complete the following form, so we can help you with the best solution for your application. We’re at your service.
Want to extend the life of your pump? Tencarva offers various specialized coatings that can help prevent chemical and abrasive attacks on the metal of your equipment. We offer Belzona and Enecon as well as powder coating and enamels. If you are pumping aggressive chemicals or suspended solids in your fluids get familiar with these coatings to prevent unnecessary headaches from wear and corrosion.
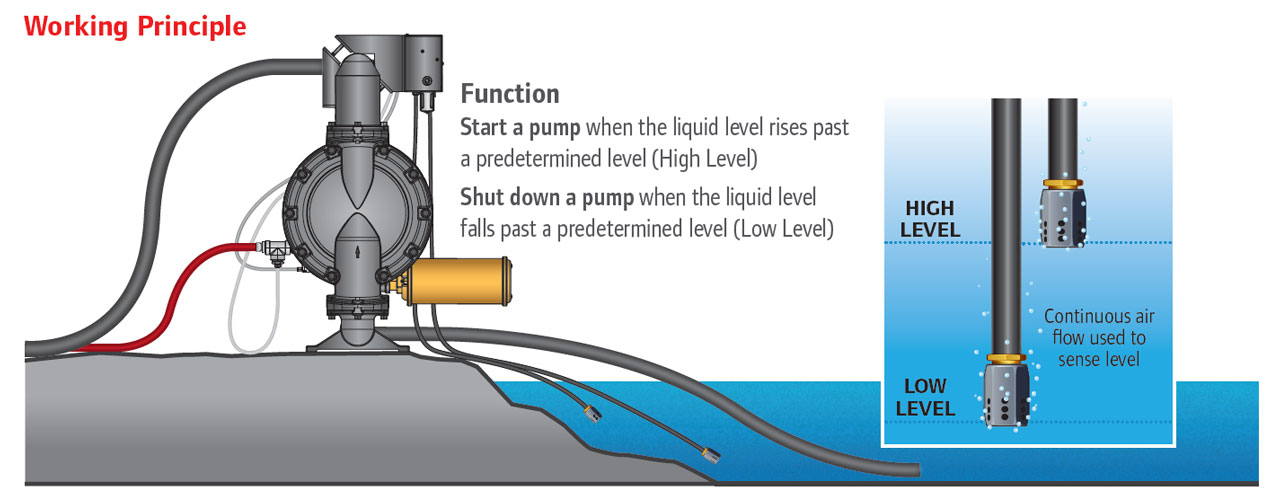
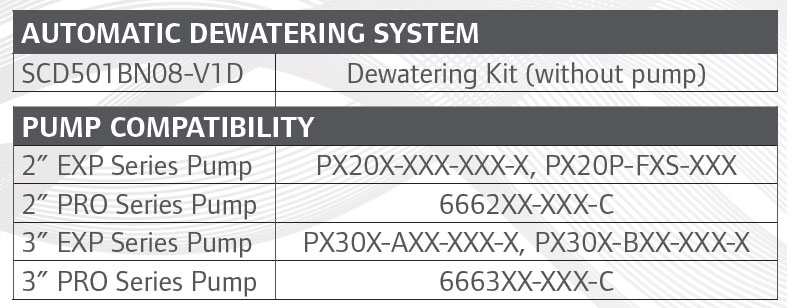
Air Operated Control Solution with Liquid Level Sensing
The ARO® Automatic Dewatering System offers automatic on/off controls for Pro and EXP diaphragm pumps. A pneumatically controlled Liquid Level Sensor is used to easily control the fluid level within a desired range. The Automatic Dewatering System will limit the monitoring labor and reduce air consumption by avoiding dry running of the pump.
Featured
Simple design is easy to setup and use
All pneumatic operation eliminates electrical ignition source
High/Low level control maintains fluid between established levels
Reduces air consumption by avoiding pump dry running
Portable system with directly mounted liquid level sensor
Contains information related to marketing campaigns of the user. These are shared with Google AdWords / Google Ads when the Google Ads and Google Analytics accounts are linked together.
90 days
__utma
ID used to identify users and sessions
2 years after last activity
__utmt
Used to monitor number of Google Analytics server requests
10 minutes
__utmb
Used to distinguish new sessions and visits. This cookie is set when the GA.js javascript library is loaded and there is no existing __utmb cookie. The cookie is updated every time data is sent to the Google Analytics server.
30 minutes after last activity
__utmc
Used only with old Urchin versions of Google Analytics and not with GA.js. Was used to distinguish between new sessions and visits at the end of a session.
End of session (browser)
__utmz
Contains information about the traffic source or campaign that directed user to the website. The cookie is set when the GA.js javascript is loaded and updated when data is sent to the Google Anaytics server
6 months after last activity
__utmv
Contains custom information set by the web developer via the _setCustomVar method in Google Analytics. This cookie is updated every time new data is sent to the Google Analytics server.
2 years after last activity
__utmx
Used to determine whether a user is included in an A / B or Multivariate test.
18 months
_ga
ID used to identify users
2 years
_gali
Used by Google Analytics to determine which links on a page are being clicked
30 seconds
_ga_
ID used to identify users
2 years
_gid
ID used to identify users for 24 hours after last activity
24 hours
_gat
Used to monitor number of Google Analytics server requests when using Google Tag Manager