Engineered Goulds 3410 Pump Package Built for Critical Power Generation Reliability
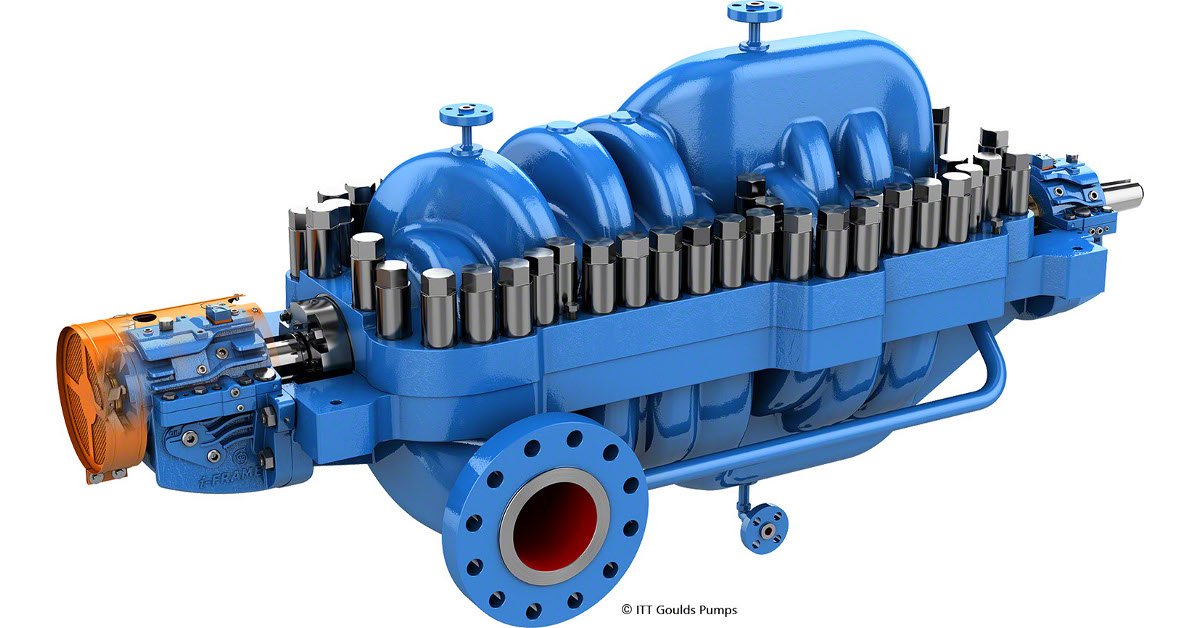
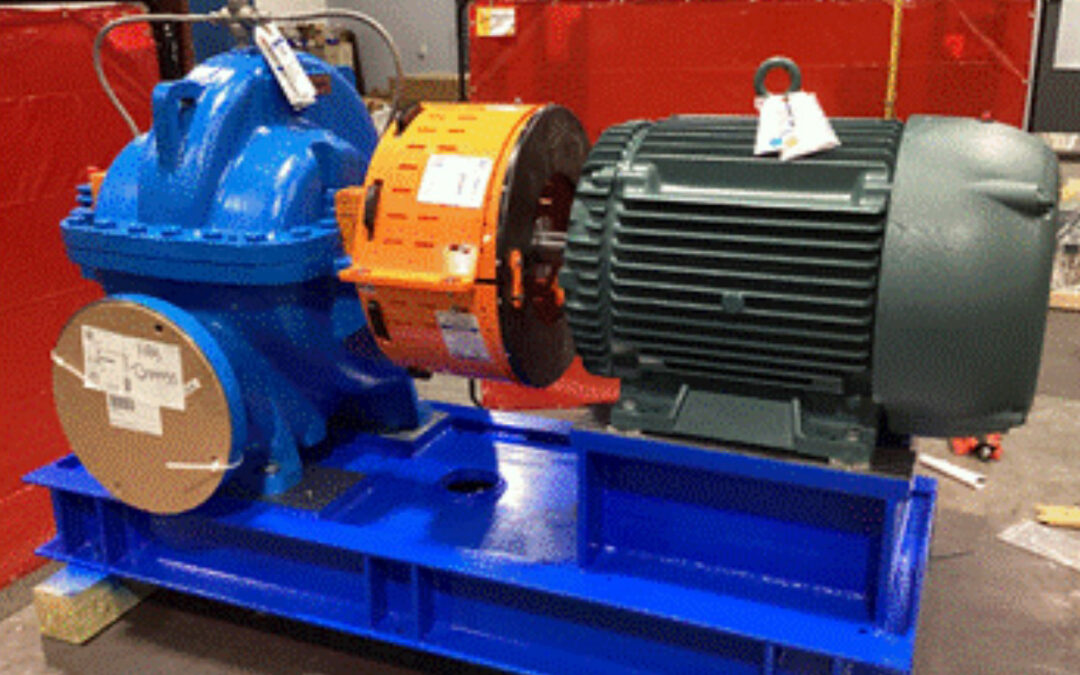
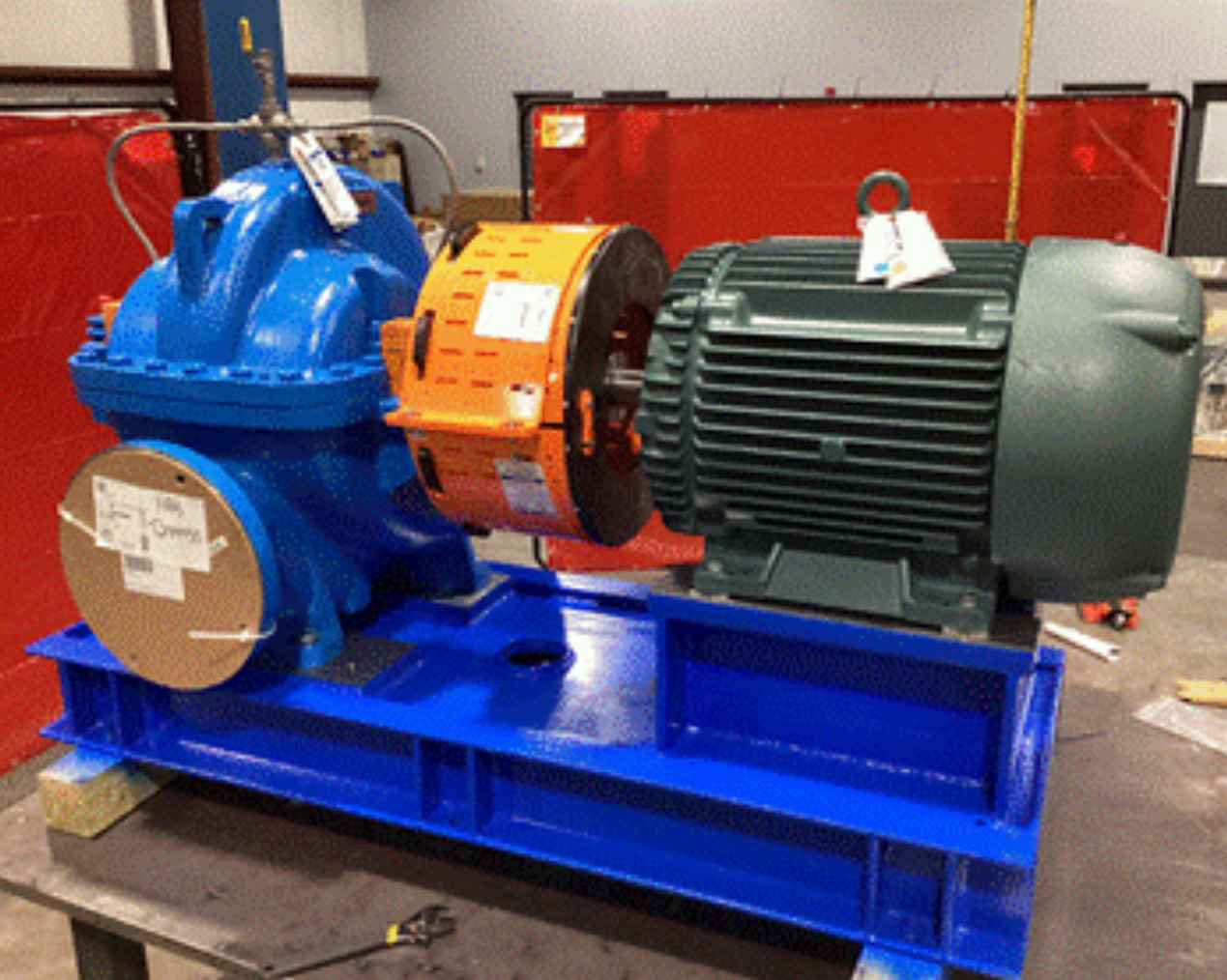
Custom-engineered Goulds 3410 split-case pumps mounted on specially designed carbon steel bases to meet demanding structural, seismic, and operational requirements.
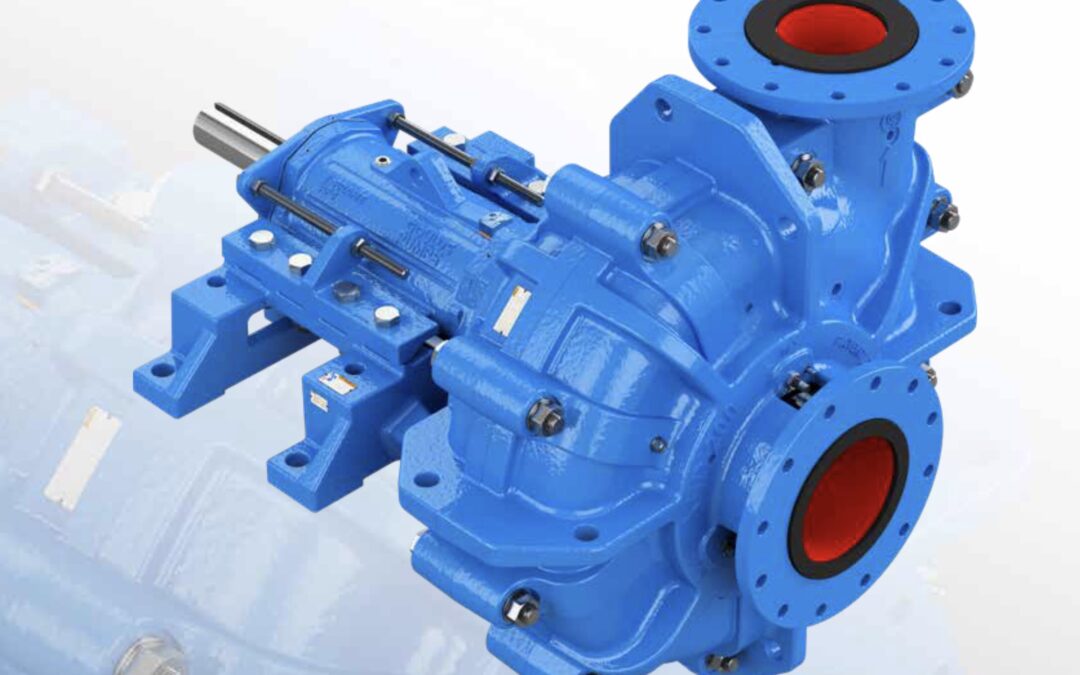
For critical power generation applications, reliability starts with proper engineering, fabrication, and installation. This custom package features two Goulds 3410 split-case pumps with 50 HP motors mounted on specially engineered carbon steel bases designed to meet demanding customer specifications and long-term performance requirements.
Working closely with the customer, Tencarva Sales Engineer John Rogers helped develop a solution that required significantly more engineering than a standard pump package. The project incorporated custom structural requirements, independent seismic qualifications, and customer-specific anchor bolt configurations to ensure the system would perform reliably in a critical service environment.
To enhance personnel safety and simplify maintenance, the rotating assemblies are protected by Uniguard Barrel-Style Pump Guards. These ANSI/OSHA-compliant guards are lightweight, rust-proof, UV-resistant, and can be removed and reinstalled in minutes, making inspections and maintenance activities faster while maintaining safe operation.
Why It Matters
Critical infrastructure applications require more than just quality pumps. They demand engineered systems designed to support long-term reliability, safe operation, and simplified maintenance.
Key Benefits:
• Improved alignment and vibration control
• Enhanced reliability of rotating equipment
• Reduced maintenance frequency and repair costs
• Long service life in demanding process environments
• Engineered structural support for critical applications
• Simplified maintenance access with Uniguard safety guards
“For critical power generation applications, reliability starts with the foundation. This custom package featured two Goulds 3410 316 stainless steel split case pumps mounted on a specially engineered base designed to meet independent seismic qualifications, customer-specific anchor bolt requirements, and demanding structural rigidity standards. By combining engineering expertise with in-house fabrication capabilities, Tencarva delivered a package built for long-term performance in a critical service environment.”
— John Rogers, Sales Engineer
From custom-engineered baseplates and fabrication to safety guarding and installation-ready packages, Tencarva helps customers solve complex pumping challenges with solutions built for reliability.
Talk With Tencarva About Custom Engineered Pump Packages
Tencarva works with industrial, municipal, and power generation customers to design pump packages that meet demanding operational, structural, and safety requirements. From engineered baseplates and seismic considerations to complete fabrication and equipment integration, our team can help develop a solution tailored to your application.
Whether you’re upgrading critical infrastructure, replacing aging equipment, or planning a new installation, Tencarva can help move your project from concept to commissioning.
Complete the following form so we can help identify the best solution for your application. We’re at your service.