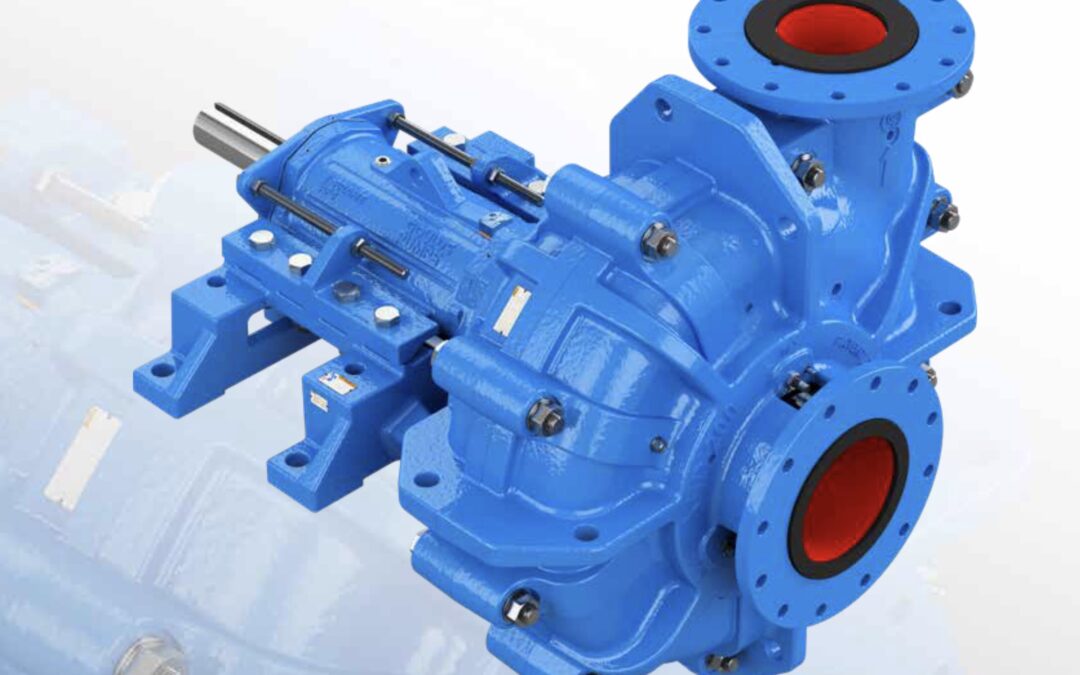
The Goulds XHD Extra Heavy Duty Lined Slurry Pump represents a pinnacle of engineering in severe-duty slurry handling. Designed for demanding environments such as mineral processing, power generation, and mining, this pump delivers superior performance with capacities up to 13,000 GPM, heads to 280 feet, and pressures up to 250 PSIG. Its robust construction, computational fluid dynamics (CFD)-optimized hydraulics, and modular features ensure extended wear life, energy efficiency, and reduced total cost of ownership.
This report provides an in-depth examination of the XHD pump’s design, applications, operational advantages, and real-world performance—positioning it as a top-tier solution for abrasive and corrosive slurry environments.
Technical Specifications and Performance Metrics
Hydraulic Capabilities
The Goulds XHD pump is engineered for a wide range of flow rates and pressures. With a max flow of 2,950 m³/h (13,000 GPM) and heads up to 85 m (280 feet), it supports high-volume slurry transfer in intensive operations. Its closed impeller design, enhanced by CFD analysis, minimizes energy use and wear by reducing rotational speed while maintaining efficiency. Energy savings of 10–15% are often reported compared to older models, thanks to improved hydraulic flow and reduced internal losses.
The pump handles slurry temperatures up to 120°C (250°F) and pressures of 17 bar (250 PSIG), making it suitable for thickener underflow, flotation cells, and more. It can process high solids content—including particles over 50 mm—critical for tailings and grinding circuits.
Design and Engineering Innovations
Hydraulic Optimization and Wear Resistance
CFD modeling ensures smoother, laminar flow patterns, reducing wear from turbulence and cavitation. Components like the impeller and volute are cast from 600 Brinell hardness chrome iron, offering superior abrasion resistance. Replaceable liners and suction seal rings can be adjusted without disassembly, extending pump life. Case studies show significant lifespan increases—up to 400% in some installations.
Modular Maintenance Features
The XHD’s modular design simplifies upkeep. A split stuffing box allows quick packing adjustments, and a tapered impeller thread eases disassembly. The integrated i-Alert™ system provides real-time vibration and temperature monitoring for predictive maintenance. Together, these features can reduce mean time to repair (MTTR) by up to 40%.
Applications Across Industries
Mining and Mineral Processing
The XHD thrives in SAG/Ball mill discharge and cyclone feed applications. Its large-diameter shaft resists deflection under high torque. In non-metallic mining like coal and phosphate, rubber-lined variants offer added chemical resistance. In power generation, it’s used in flue gas desulfurization (FGD) systems to handle abrasive limestone slurries.
Sand, Aggregate, and Tailings
The vortex impeller option handles fibrous or oversized solids in sand slurries without clogging. In tailings applications, the XHD manages slurries up to 70% solids by weight—reducing water usage and minimizing environmental impact.
Installation and Operational Best Practices
Foundation and Alignment
Its compact pedestal design supports installation in tight spaces. Standard ANSI and DIN flanges ensure compatibility with existing piping. Precision alignment (within 0.05 mm) is critical to prevent premature wear. Jack screws or shimmed baseplates help level uneven foundations during retrofits.
Sealing and Lubrication
The XHD offers three main sealing systems:
- 170 Slurry Cartridge Seal – No-clog design for high-solids slurries.
- DualPac® 2211 Packing – Combines ePTFE and aramid for leak resistance.
- Expeller Dynamic Seals – Uses centrifugal force to keep solids out.
Flood oil lubrication is standard, with grease options available for high-heat environments.
Economic and Environmental Impact
Total Cost of Ownership
Though the upfront cost is higher, the XHD is designed to lower long-term expenses. Efficiency gains (10–15%) and longer maintenance intervals can reduce operating costs by 30–50%. Some users report annual labor savings upwards of $250,000.
Sustainability
Energy savings per unit reduce carbon emissions by up to 150 tons/year in continuous operation. Its closed-loop compatibility minimizes freshwater drawdown—critical in drought-prone mining areas.
The Goulds XHD is a high-performance slurry pump built for the harshest conditions. It balances heavy-duty durability with smart design, providing efficient, reliable, and sustainable operation. As industries shift toward predictive maintenance and smarter systems, the XHD’s modularity, digital monitoring, and proven durability make it a forward-looking investment in modern slurry management.
Download Literature
Tencarva Machinery Company is an authorized distributor of Goulds Pumps, offering engineered slurry and process pumping solutions built for the toughest industrial, mining, and municipal environments.
Backed by 50+ expert engineers, ISO 9001-certified manufacturing, and full-service repair centers across 17 states, Tencarva provides turnkey system design, accurate pump selection, and reliable support to ensure peak performance in abrasive, corrosive, and high-demand applications.
Tired of Downtime? Let Goulds Do the Heavy Lifting.
Trust Tencarva Machinery Company to help you select the right Goulds XHD slurry pump for your toughest mining, mineral processing, or industrial challenge. Contact us today to upgrade your system with proven durability and performance.
Complete the following form, so we can help you with the best solution for your application. We're at your service.






