When processes involve abrasive slurries, corrosive chemicals, or high-solids fluids, not every pump is up to the task. That’s where the ALH Hose Pump from Albin Pump stands out—engineered specifically for demanding industrial environments where reliability, simplicity, and uptime matter most.
Designed for Tough Media
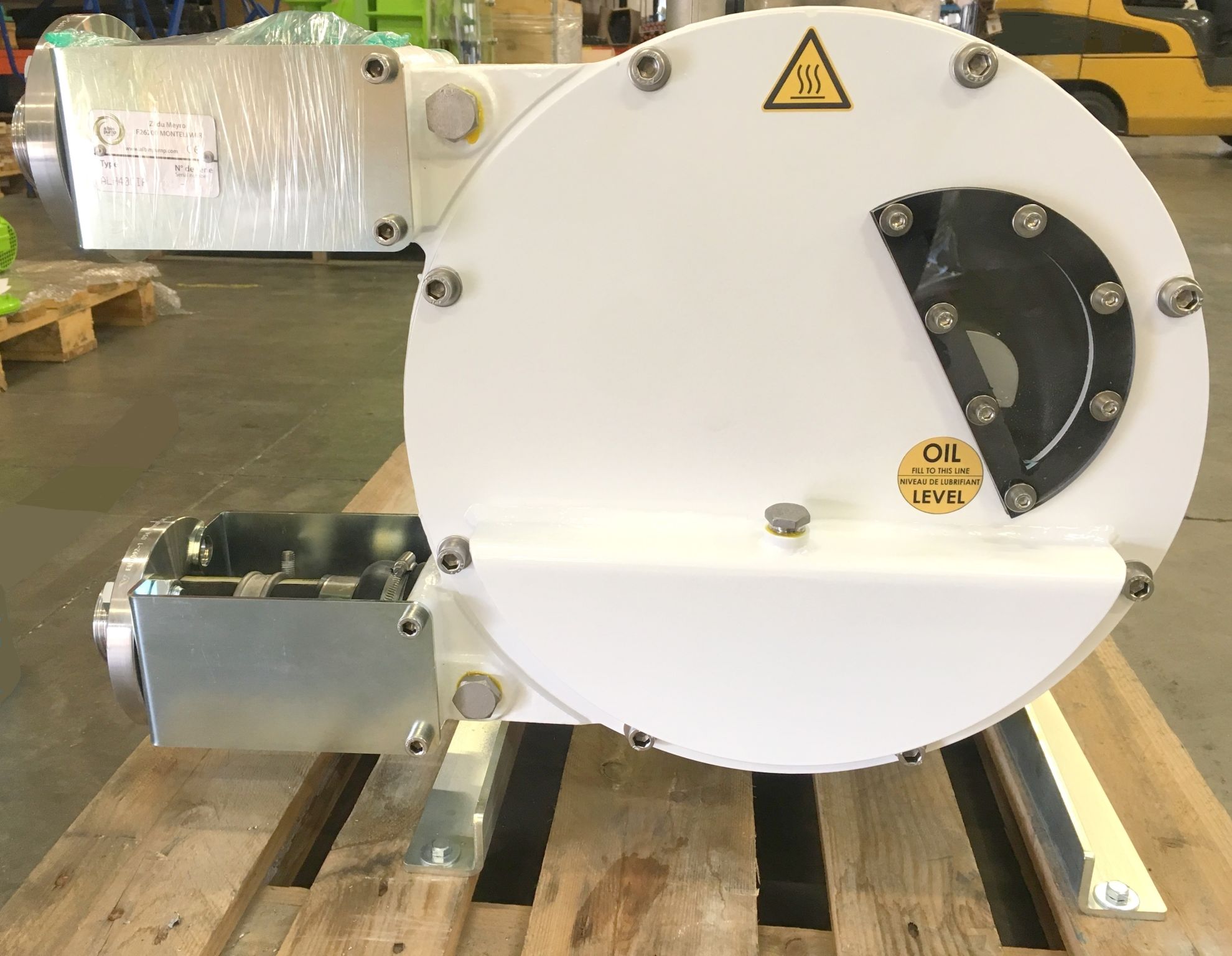
The ALH Hose Pump uses a peristaltic (hose) pumping principle, meaning the pumped fluid never contacts moving mechanical parts. This sealless design makes it ideal for handling:
Abrasive slurries
Corrosive and aggressive chemicals
High-viscosity and high-solids media
Shear-sensitive fluids
Because the product only contacts the hose, wear is isolated and predictable—reducing unexpected failures and simplifying maintenance planning.
Key Advantages of the ALH Hose Pump
Sealless, leak-free operation With no mechanical seals, packing, or valves, the ALH eliminates common leakage points and reduces environmental and safety risks.
Reversible flow capability The pump can run in either direction, offering flexibility for process control, line clearing, or transfer applications.
Dry-run capable Unlike many pump types, the ALH can safely run dry without damage, adding an extra layer of protection in challenging process conditions.
Low maintenance, high uptime Maintenance is straightforward and typically limited to hose replacement—often completed quickly without special tools.
Consistent, accurate flow The positive displacement design ensures repeatable flow rates, even as process conditions change.
Applications Across Multiple Industries
The ALH Hose Pump is well suited for a wide range of industrial applications, including:
Mining & minerals processing – abrasive slurries, tailings, and concentrates
Water & wastewater – sludge, lime, polymers, and chemical dosing
Chemical processing – corrosive or aggressive fluids
Pulp & paper – coatings, additives, and fibrous media
Food & beverage – where gentle handling and clean operation are required
A Reliable Choice for Demanding Processes
When downtime is costly and fluid conditions are unforgiving, the ALH Hose Pump delivers dependable performance without unnecessary complexity. Its rugged construction, predictable maintenance, and proven peristaltic technology make it a smart choice for operations focused on long-term reliability and process efficiency.
Tencarva Machinery Company supports Albin Pump solutions designed for abrasive, corrosive, and high-solids applications across industrial and municipal markets.
From chemical processing to wastewater treatment, Albin Pump’s peristaltic hose pumps are trusted for leak-free operation, predictable maintenance, and long service life in demanding environments.
Backed by experienced application engineers and regional service capabilities, Tencarva provides end-to-end support—including pump selection, system integration, installation, and ongoing service—to keep Albin Pump systems operating reliably where uptime matters most.
Reliable Performance with Albin Pump ALH Peristaltic Hose Pumps
Count on Tencarva Machinery Company to help you specify and support Albin Pump ALH peristaltic hose pumps for demanding chemical processing and industrial fluid-handling applications. With a sealless design built to handle abrasive, corrosive, and high-solids media, the ALH pump delivers dependable operation, simplified maintenance, and long service life in harsh process environments.
Complete the following form, so we can help you with the best solution for your application. We're at your service.
Looking for the right pump for your mining and quarry application? Tencarva Machinery Company is proud to be an authorized distributor and service provider for Albin Pump, a leader in high-pressure hose pump solutions. Whether you’re dealing with high-viscosity fluids or challenging solids, Albin’s ALH and ALX pumps deliver reliable performance in demanding environments.
Albin’s high-pressure hose pumps are engineered to handle fluids with viscosities up to 60,000 cP and offer flow rates as high as 150m³/h (660 GPM), making them ideal for the rigorous needs of mining operations. The ALH and ALX pumps are known for their durability, efficiency, and ability to maintain consistent performance, even in abrasive and slurry-heavy applications.
These pumps stand out by reducing downtime and maintenance costs, while their robust design ensures they can handle even the harshest conditions without compromise. With Tencarva’s expertise in pump service and distribution, we’re here to support your industrial pumping needs from installation to maintenance.
Typical mining pump applications for Albin Pump
Sludge
Clay suspension
Lead sulphate
Pyrite slurry
Lime slurry
Flocculants and reagent feeds
Cyanide metering
Activated carbon
Sulfuric acid
Thickeners
Copper tailings
Viscous fluids
Mud
Fluids with high solid content
Light concrete
SABX – various acids
Let us help you find the perfect Albin pump for your mining and quarry needs. Reach out today to learn more about how we can optimize your operations with the best pumping solutions.
Tencarva Machinery Company offers Albin Pump® products in Arkansas, Florida, Georgia, Indiana, Kentucky, Mississippi, North Carolina, South Carolina, Ohio, Tennessee and Virginia. As an authorized Albin Pump distributor, Tencarva Machinery Company will sell and service and provide all Albin Pump products. Albin Pump is a world leader in the design and manufacture of high and low pressure industrial peristaltic pumps, hose and tube pumps for rotating equipment.
Complete the following form, so we can help you with the best solution for your application. We’re at your service.
Albin Pump’s new KB and KM Series cased-drive peristaltic metering pumps use the principle of peristalsis to transfer product through the pump. Peristalsis is a process found in nature wherein the sequential compression and relaxation of a tube moves product from one end to the other. This animation shows how we’ve adapted this process for the purposes of metering and transferring chemicals.
Rollers compress an elastomeric tube
As rollers advance, product is drawn into the suction side of the pump
Product is trapped between rollers within the tube
As rollers continue to advance, product is forced from the pump discharge
Peristaltic pumps have no moving parts in the liquid path, which allows for pumping of multiphase products, liquids that off-gas, slurries with soft solids, and shear-sensitive products like polymers and coatings. Albin Pump’s KB and KM series pumps feature precise metering and transfer capabilities with flows up to 158.5 gph (600 lph) and discharge pressure up to 110 psi (7.6 bar). Pumps can be equipped with 10,000:1 turndown for maximum application flexibility. We’ve also incorporated new safety and convenience features like our patent-pending offset rotor assembly that releases the tube from compression during maintenance, plus several user interface features that make navigating the pump software extra simple. Learn more about KB and KM Series pumps: https://www.albinpump.com/en-us/products/peristaltic-metering-pumps
The ALP pump is able to transfer suspended solids, common in the following industries: paint, dairy and beverage, meat and fish processing, pharmaceutical and cosmetics, waste water and water treatment, chemical and petrochemical industries, pulp and paper, textile, soap and fats, building, ceramics.
Albin Pump’s ALP series is a lower pressure tube pump (operable up to 4 bar) that has versatile product offerings and capabilities:
Accuracy and repeatability in dosing and metering applications
Low overall cost of ownership
Compact footprint
Lubrication is not required for operation.
Robust ball bearings
Discover the benefits and advantages of Albin Pump peristaltic pumps. In this brief overview video, learn about key features of the ALH high pressure hose pump and the ALP low pressure tube pump. These seal-less pumps are self-priming, can run dry, and can pump slurries and fluids containing solids.
Tencarva Machinery Company offers Albin Pump® products in Arkansas, Florida, Georgia, Indiana, Kentucky, Mississippi, North Carolina, South Carolina, Ohio, Tennessee and Virginia. As an authorized Albin Pump distributor, Tencarva Machinery Company will sell and service and provide all Albin Pump products. Albin Pump is a world leader in the design and manufacture of high and low pressure industrial peristaltic pumps, hose and tube pumps for rotating equipment.
Complete the following form, so we can help you with the best solution for your application. We’re at your service.
Food and Beverage Industry demands pumps that can provide gentle and reliable pumping action and also meet the quality and hygienic standards.
The hose pumps manufactured by Albin Pump are best suited to applications that call for gentle handling of shear sensitive food products and at the same time offer accurate and repeatable metering for items like additives, flavorings, sugar syrups and items containing solids.
🔘 Albin pump offers food grade hoses in EPDM, NBR, NR that meets #FDA expectations. In addition the Albin Pump offers the ALH CIP pump that has a unique design pump wheel (patent pending) that will allow the pressing shoes to retract for an efficient clean in place process when needed!
Contains information related to marketing campaigns of the user. These are shared with Google AdWords / Google Ads when the Google Ads and Google Analytics accounts are linked together.
90 days
__utma
ID used to identify users and sessions
2 years after last activity
__utmt
Used to monitor number of Google Analytics server requests
10 minutes
__utmb
Used to distinguish new sessions and visits. This cookie is set when the GA.js javascript library is loaded and there is no existing __utmb cookie. The cookie is updated every time data is sent to the Google Analytics server.
30 minutes after last activity
__utmc
Used only with old Urchin versions of Google Analytics and not with GA.js. Was used to distinguish between new sessions and visits at the end of a session.
End of session (browser)
__utmz
Contains information about the traffic source or campaign that directed user to the website. The cookie is set when the GA.js javascript is loaded and updated when data is sent to the Google Anaytics server
6 months after last activity
__utmv
Contains custom information set by the web developer via the _setCustomVar method in Google Analytics. This cookie is updated every time new data is sent to the Google Analytics server.
2 years after last activity
__utmx
Used to determine whether a user is included in an A / B or Multivariate test.
18 months
_ga
ID used to identify users
2 years
_gali
Used by Google Analytics to determine which links on a page are being clicked
30 seconds
_ga_
ID used to identify users
2 years
_gid
ID used to identify users for 24 hours after last activity
24 hours
_gat
Used to monitor number of Google Analytics server requests when using Google Tag Manager