ARO is Fluid Intelligence and a leading worldwide manufacturer of fluid handling products that are expertly engineered to deliver performance and serviceability, enabling our customers to achieve the best total cost of ownership.
Operators of general-purpose steam turbines have long stated the shortcomings of conventional carbon ring seals. One drawback is wear at the ring’s inner bore, which gradually increases shaft clearance and steam leakage and leads to regular replacement—as often as four times per year. Despite their disadvantages, carbon rings remain the standard in general-purpose steam turbine sealing. Because carbon rings are simple to install and have a replacement cost of less than $1,000 for a complete set, the cost of maintaining sealing with carbon rings may seem modest.
However, there are further costs associated with the wear and potential breakage of carbon rings, including higher water costs resulting from steam losses and degraded bearing performance because of oil contamination and higher operating temperatures.
For operators looking to reduce steam leakage and increase equipment reliability, two primary alternatives to carbon rings are available on the market: mechanical seals and the floating brush seal.
Mechanical Seals
Mechanical seals used in general-purpose steam turbines are a derivative of dry gas seals. A unique profile—spiral grooves—on one of the seal faces draws in steam, which creates a pressure dam that pushes the rotating and stationary seal faces slightly apart for a non-contacting, film-riding sealing interface. Resulting leakage is extremely low and measured in parts per million.
With a design distinctly dissimilar to conventional carbon rings, the mechanical seal requires major modifications to a turbine’s existing gland box configuration. On steam turbines where the steam chest and gland boxes are individual components, the mechanical seal assembly can be bolted to either end of the steam chest in place of the carbon ring gland boxes. On turbines where the steam chest and gland boxes are one piece, major machining is required to fit the mechanical seals.
In addition to gland box modifications, the turbine shaft may require modification to secure the seal’s rotating assembly. Final setting of the mechanical seal requires careful alignment with the rotor and casing to ensure proper sealing between the rotating and stationary seal faces.
The hardware cost for a set of mechanical seals to replace the inlet and exhaust gland boxes can range from $20,000 to $30,000. In terms of hardware, installation and downtime costs, a mechanical seal upgrade easily can cost more than half the price of a new turbine.
The life of a mechanical seal is directly affected by steam quality. Mechanical seals work best in dry steam conditions under a continuous duty cycle to alleviate condensate formation. Even in such an environment, steam impurities will crystallize at the pressure dam over time, which will increase face separation and leakage.
Intermittent duty cycles can promote the formation of condensate within the steam lines, steam chest and gland boxes while the turbine is at rest.
Although operators may blow condensate from the system prior to startup, residual condensate can be problematic for the mechanical seal. The flashing of the condensate into a gas, which can best be described as a small explosion, can catastrophically damage the seal faces.
Floating Brush Seals
The second candidate for replacing carbon rings is a floating brush seal (FBS). An FBS combines a carbon seal with brush seal technology encased in a lightweight stainless steel band. This technology is designed to withstand condensate flashing while providing a lower, more stable leakage rate.
As a floating seal, the FBS tends to be more tolerant of vibration, bearing failures and radial movement than other options. The brush seal acts as the primary shaft seal and faces the high-pressure steam. It provides immediate pressure reduction while its bristles filter out steam contaminants, protecting downstream carbon rings. The carbon ring of the FBS provides a face seal against the downstream gland wall or separator plate.
Designed to fit the same space as a carbon ring, an FBS can be a drop-in replacement. The seal has a split design, with two segments held together by a garter spring. Its self-centering assembly may eliminate the need for an involved alignment procedure in some applications.
Operators trained in the replacement of carbon rings can replace a carbon ring with an FBS, which has only two segments versus the carbon ring’s three.
With a complete steam turbine upgrade to FBS technology costing no more than half— and maybe even one-quarter—of the cost of mechanical seal hardware and installation, an FBS may be a more cost-effective option for many operators.
A plant must evaluate which candidate for carbon ring replacement fits all the required criteria: suitability for operating conditions, including steam quality and duty cycle; sufficient reduction of steam losses; improved reliability; and low investment and maintenance costs.
Peter Zanini is the business development and product line director for brush seals at Inpro/Seal and its parent company, Waukesha Bearings Corporation. He has a Bachelor of Science degree in mechanical engineering from Worcester Polytechnic Institute.
Premium pump performance translates into more efficient production – Flow rate and pressure are key to pump efficiency. Read on to know more about the performance of pumps in a given environment.
When pumps are not operating to the best of their abilities, it can slow everything down. The key to pump efficiency, in most cases, are flow rate and pressure. Determining maximum flow rate with pressure constraints in a setup can be tricky.
Understand the causes of common problems and how to address them.
When the desired vacuum condition isn’t provided at a process plant, production often comes to a halt and all eyes become focused on the vacuum pump as the root cause of the problem. However, the vacuum pump usually isn’t culprit. In almost all cases, either: 1) the pump is being operated in a condition for which it never was intended, 2) one or more of the user’s interface points with the pump (suction/discharge lines, water supply, process contaminant, etc.) are being operated outside of design parameters, or 3) the vacuum chamber or vacuum lines were improperly specified. Each vacuum pumping technology will react differently to various conditions, so it’s not possible to offer a “one size fits all” answer to the problem. The following is a guide to systematically identifying the root cause of the most common problems and correcting them based on general vacuum system recommendations as well as technology-specific issues.
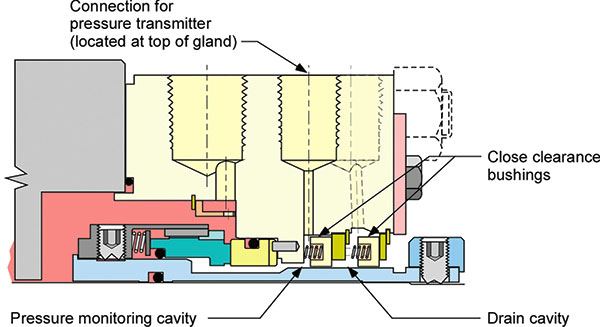
Piping plans for mechanical seals are used to improve the environmental conditions around a seal, extend its capabilities and allow operators to monitor seal performance. American Petroleum Institute (API) 682 contains the most widely referenced specifications for mechanical seal piping plans. This standard includes existing piping plans used in the field and introduces new piping plans that follow advancements in technology and respond to improvements required by the industry.
Contains information related to marketing campaigns of the user. These are shared with Google AdWords / Google Ads when the Google Ads and Google Analytics accounts are linked together.
90 days
__utma
ID used to identify users and sessions
2 years after last activity
__utmt
Used to monitor number of Google Analytics server requests
10 minutes
__utmb
Used to distinguish new sessions and visits. This cookie is set when the GA.js javascript library is loaded and there is no existing __utmb cookie. The cookie is updated every time data is sent to the Google Analytics server.
30 minutes after last activity
__utmc
Used only with old Urchin versions of Google Analytics and not with GA.js. Was used to distinguish between new sessions and visits at the end of a session.
End of session (browser)
__utmz
Contains information about the traffic source or campaign that directed user to the website. The cookie is set when the GA.js javascript is loaded and updated when data is sent to the Google Anaytics server
6 months after last activity
__utmv
Contains custom information set by the web developer via the _setCustomVar method in Google Analytics. This cookie is updated every time new data is sent to the Google Analytics server.
2 years after last activity
__utmx
Used to determine whether a user is included in an A / B or Multivariate test.
18 months
_ga
ID used to identify users
2 years
_gali
Used by Google Analytics to determine which links on a page are being clicked
30 seconds
_ga_
ID used to identify users
2 years
_gid
ID used to identify users for 24 hours after last activity
24 hours
_gat
Used to monitor number of Google Analytics server requests when using Google Tag Manager

 About ARO®
About ARO®